SPC je zkratka ze slov Statistical Process Control.
Do češtiny tento název překládáme jako Statistická regulace procesu.
Zásadní chybou je překládat SPC jako Statistická kontrola procesu! Mezi slovem kontrola a regulace je totiž zásadní rozdíl:
- kontrola pozoruje,
- regulace zasahuje!
Regulace obsahuje opatření, které se provede v případě, že kontrola nevychází. Kontrola je pasivní pozorování, regulace je aktivní ovlivňování.
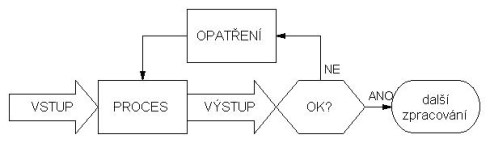
Denně provádíme stovky regulačních zásahů. Naše procesy obsahují množství kontrol a běžně řešíme, že některá z těchto kontrol nevyšla. Reagujeme, když je sledovaný parametr mimo toleranční meze. Při SPC musíme reagovat mnohem dříve. Při SPC nehledáme zmetky! Při správně prováděné statistické regulaci procesu nesmíme nikdy najít zmetek! Při SPC hlídáme záruky. Hlídáme Gaussovu křivku. Hlídáme, že je ukryta s velkou rezervou ve středu tolerancí.
O tyto rezervy můžeme přijít dvěma způsoby:
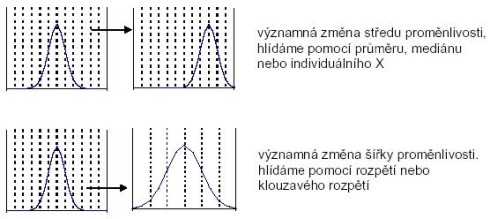
Výpočet technických regulačních mezí
Norma ČSN ISO 8258 – Shewhartovy regulační diagramy umožňuje výpočet tzv. přirozených regulačních mezí (předpis pro X s pruhem a S neexistuje) i technických regulačních mezí (předpis pro X s pruhem a S existuje). Přirozené regulační meze jsou spočítány pro přirozenou proměnlivost procesu. Technické regulační meze jsou počítány pro konkrétní CPK, které požadují zákazníci. Technické regulační meze jsou mnohem jednodušší a praktičtější.
Výpočet technických regulačních mezí je mimořádně jednoduchý. Potřebujeme k tomu pouze určit střed tolerancí (ST) a šířku tolerancí (T) a najít dvě konstanty v tabulce. Samotný výpočet je už hračka, ke které jistě nepotřebujete PC!
MeH budeme značit horní regulační mez pro medián:
MeH = ST + K1T
MeD budeme značit dolní regulační mez pro medián:
MeD = ST - K1T
XH s pruhem budeme značit horní regulační mez pro průměr:
XH s pruhem = ST + K2T
XD s pruhem budeme značit dolní regulační mez pro průměr:
XD s pruhem = ST - K2T
RH budeme značit horní regulační mez pro rozpětí:
RH = K3T
Vzorečky obsahují konstanty K1, K2 a K3. Tyto konstanty dosadíme podle následujících dvou tabulek. První tabulku využijeme pro velikost výběru n = 3:

Druhou tabulku využijeme pro velikost výběru n = 5:

Příklad:
Zpracujte data do regulačního diagramu Me, R.
Vypočítejte technické regulační meze pro
TD = 10, TH = 70,
velikost výběru n = 3,
CP = CPK = 1 a 1,67
pro CP = CPK = 1,67:
MeH = 40 + 0,2171 x 60 = 53
MeD = 40 - 0,2171 x 60 = 27
RH = 0,4358 x 60 = 26
pro CP = CPK = 1:
MeH = 40 + 0,3618 x 60 = 62
MeD = 40 - 0,3618 x 60 = 18
RH = 0,7216 x 60 = 43
První záznam do regulační karty dělá seřizovač. Seřídí stroj a prvními měřeními ověří střed a šířku proměnlivosti. V našem případě první měření prokázalo, že stroj není správně nastaven, proto seřizovač musí pokračovat v nastavování. Teprve druhý záznam prokazuje správné nastavení středu i šířky proměnlivosti, a seřizovač může stroj předat dělníkovi, ať si už sám hlídá vyráběnou úroveň kvality.
Je-li Medián mimo regulační mez, provádí regulační zásah zpravidla sám dělník. Žádáme pouze, aby provedl záznam o regulaci. V případě, že je Rozpětí mimo regulační mez, tak se jedná o větší problém. Příčinou může být všech 6M: sám dělník, stroj, materiál, metoda, prostředí nebo měření. Dělník by měl zavolat mistra, technologa nebo údržbu, aby mu pomohli najít příčinu a provést regulační zásah.
Zůstane-li Medián i Rozpětí uvnitř regulačních mezí spočítaných pro CP = CPK = 1,67 pak je vše v pořádku a můžeme v klidu pracovat dál.
Dostane-li se Medián nebo Rozpětí mimo regulační mez spočítané pro CP = CPK = 1,67, ale zůstane-li uvnitř regulačních mezí pro CP = CPK = 1, pak provedeme pouze regulační zásah a dávku uvolníme. Za výrobky nemůžeme dát záruku 1 ppm, ale víme, že riziko vadného výrobku je lepší než 2.700 ppm a nemá smysl danou dávku třídit.
Dostane-li se Medián nebo Rozpětí mimo regulační mez spočítané pro CP = CPK = 1, pak nejenže provedeme regulační zásah, ale navíc musíme všechny kusy od posledního záznamu podrobit 100%-ní kontrole, protože už nastalo reálné riziko, že by mezi těmito kusy mohl být zmetek!
Individuální X – klouzavé R
Miluji regulaci individuální X – klouzavé R (IX – KR)!
Všechno geniální je jednoduché!
Podle mého názoru je tento způsob regulace záměrně zatajovaný, protože kdyby se o něm obecně vědělo, tak by bylo zcela jasné, že na SPC nepotřebujeme PC a drahý software!
Výpočet regulačních mezí je obdobně jednoduchý!
IXH,D = ST ± K1T
KRH = K3T
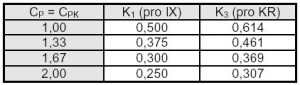
Kde ST je opět střed tolerancí,
T je šířka tolerancí.
Zpracujte data do regulačního diagramu individuální X, klouzavé R. Vypočítejte technické regulační meze pro TD = 10, TH = 70, CP = CPK = 1 a 1,67.
pro CP = CPK = 1,67:
IXH = 40 + 0,3 x 60 = 58
IXD = 40 - 0,3 x 60 = 22
KRH = 0,369 x 60 = 22
pro CP = CPK = 1:
IXH = 40 + 0,5 x 60 = 70
IXD = 40 - 0,5 x 60 = 10
KRH = 0,614 x 60 = 37
Regulační meze pro individuální X pro CPK = 1 se rovnají tolerančním mezím.
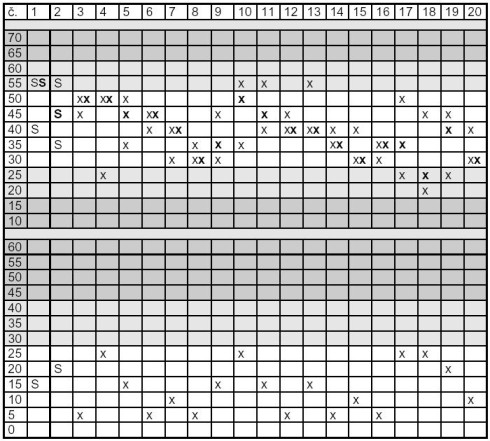
V prvním sloupečku označíme pouze (v horní časti SPC karty) naměřenou hodnotu (35). Druhé měření zaznačíme opět do horní části regulační karty (45). Klouzavé rozpětí je kladný rozdíl proti předešlému měření (45 – 35 = 10). Třetí výsledek zaznamenáme do horní části regulační karty (45). Klouzavé rozpětí zaznamenáme do spodní části regulační karty (0). Čtvrté měření zaznamenáme do horní části regulační karty (30), klouzavé rozpětí je stále kladné číslo (15) zaznamenáme do spodní části regulační karty. Atd. Jak jednoduché a přitom geniální! Dáváme záruku 1 ppm!
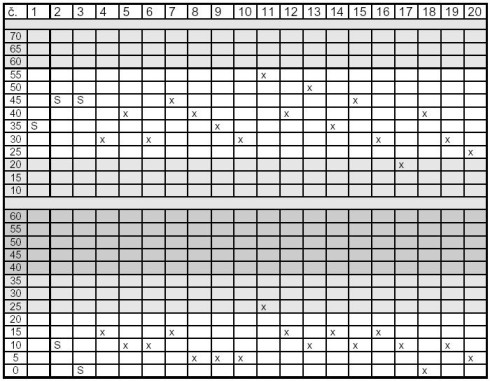
V prvním sloupečku se klouzavé rozpětí nepočítá – nelze spočítat.
Klouzavé rozpětí je vždy kladné číslo.
Klouzavé rozpětí je rozdíl oproti předchozímu výsledku měření.