- Stroj seřídíme (na střed tolerancí ST).
- Změříme 50 kusů ZA SEBOU.
Tím, že měříme ZA SEBOU idealizujeme podmínky měření. Minimalizujeme vliv:- pracovníka – nezmění se podstatně jeho pozornost,
- materiálu – je maximálně homogenní,
- metody – nestihnout se podstatně změnit otáčky, tlaky, časy …,
- prostředí – nestihne se podstatně změnit teplota, tlak, vlhkost …,
- měření – měří jeden člověk jedním měřidlem.
Utlumili jsme působení dalších vlivů, abychom zvýraznili vliv stroje!
- Z naměřených hodnot zpracujeme histogram.
POZOR na TVAR!, nemusí být ani stabilní, ani Normální! - Vypočítáme XM s pruhem (dále jen XM) a SM.
Základní požadavek:
XM = ST,
SM ≤ (3/4) S
Jestliže není splněn požadavek XM = ST, pak nám to signalizuje, že stroj vyrábí jinde, než jsme ho nastavili. Je logické, že jsme nastavili na střed tolerance (ST), ale průměr výsledků je mimo střed. Odchylka od středu je velice důležitá informace, kterou využijeme při dalším nastavování stroje. Buďto odchylku odstraníme nebo musíme vždy počítat s tím, že stroj bude vyrábět o odchylku mimo nastavovanou hodnotu.
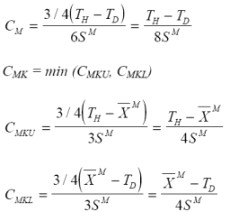
Za S ve vztahu SM ≤ (3/4) S můžeme dosadit:
T/6 jestliže požadujeme CP = CPK = 1
T/8 jestliže požadujeme CP = CPK = 1,33
T/10 jestliže požadujeme CP = CPK = 1,67
T/12 jestliže požadujeme CP = CPK = 2
Jestliže není splněn požadavek SM ≤ (3/4) S, pak s tímto strojem nebudeme schopni dosáhnout požadované CP, CPK. Až začneme vyrábět s našimi lidmi (a jejich nepozorností), s naším materiálem (a jeho nehomogenitou), začnou nám kmitat procesní parametry, v našem prostředí (teplota a vlhkost nejsou konstantní) a měřit našimi měřidly, tak nám nevyjde požadované CP, CPK!
Indexy způsobilosti stroje nejsou nadefinovány v žádné ISO. Jednotlivé firmy si stanovily svá individuální pravidla. Výše uvedené vzorečky jsou od firmy Ford.
Jaké CM, CMK požadujeme, jestliže způsobilost procesu má být CP, CPK = 1,67? Máte tři možnosti:
- nižší,
- stejné,
- vyšší!
Správná odpověď je stejné!
Jak se tyto vzorce liší od vzorců pro CP, CPK? Jsou přísnější! Do vzorečků jsme zakomponovali základní požadavek na výběrovou směrodatnou odchylku. Vzorečky jsme zpřísnili a vyžadujeme stejné CP, CPK. Některé firmy postupují jinak. CM, CMK počítají stejně jako CP a CPK, ale požadují vyšší výsledek! Ono to je PRAŠŤ jako UHOĎ – do té doby, než s tím začne někdo „chytračit“! Koupíte stroj, o kterém dodavatel prohlašuje, že CM, CMK ≥ 1,33. Začnete na něm vyrábět a zjistíte zmetky! Ověříte CM a CMK ≤ 1! Začnete reklamovat, a zjistíte, že dodavatel stroje měří i počítá CM a CMK podle zcela jiné metodiky, kterou má stanovenu ve své dokumentaci systému jakosti!
Ve smlouvě s dodavatelem stroje musíte stanovit:
- kritické znaky výrobku, pro které budeme stroj měřit a počítat CM a CMK,
- materiál, ze kterého budeme vyrábět (musí být způsobilý),
- měřidlo, kterým budeme měřit (musí být způsobilé),
- metodiku odběru,
- metodiku měření,
- vzoreček pro výpočet CM a CMK,
- minimální cílovou hodnotu pro všechny kritické znaky výrobku!
Každý stroj (pokud je stabilní) je od někdy způsobilý.
Změřili jsme 50x stejný kus. Výsledky dat zaznamenáme do histogramu a posoudíme tvar proměnlivosti. Je-li histogram stabilní a normální, spočítáme XM a SM. Vyšlo nám:
SM = 3
Od jaké šířky tolerance T můžeme stroj používat, abychom mohli dávat záruku 1 ppm (tj. CP = CPK = 1,67)?
SM = 3 = 0,75 x S = 0,75 x T / 10
T = 3 x 10 / 0,75 = 40
Tento stroj můžeme využít od šířky tolerance T = 40
To platí pouze na předpokladu, že nám vyšlo XM = ST. Jestliže XM ≠ ST, potom doporučuji k vypočítané šířce tolerance přičíst absolutní hodnotu rozdílu (XM – ST).